
Bài viết này được biên soạn bởi đội ngũ kỹ sư trưởng tại Phú Đại Lợi, giúp bạn "bắt bệnh" chính xác và tự xử lý nhanh chóng 4 nguyên nhân cốt lõi khiến máy hút yếu hoặc không kiệt khí.
Đây là nguyên nhân cực kỳ phổ biến tại các nhà máy chế biến thực phẩm tươi sống (thủy hải sản, thịt gia súc) hoặc nông sản dạng bột nhưng thường bị các kỹ thuật viên vận hành bỏ qua.
Trong quá trình hút chân không, nước thải, mỡ cá, dịch thịt hoặc cặn bột mịn bị lực hút cực mạnh kéo vào bên trong hệ thống. Lâu ngày, lượng tạp chất này tích tụ, bám chặt và đóng bánh ngay tại mũi hút khí hoặc làm thu hẹp tiết diện đường ống dẫn chân không nối từ buồng hút đến bơm. Hệ quả là luồng khí lưu thông bị cản trở, máy chạy rất lâu nhưng không thể rút cạn không khí.

Vệ sinh sau mỗi ca: Yêu cầu công nhân vệ sinh sạch sẽ đầu mũi hút khí ngay sau khi kết thúc ca làm việc.
Súc rửa đường ống định kỳ: Định kỳ hàng tuần/hàng tháng, kỹ thuật viên cần tháo và súc rửa hệ thống ống dẫn bằng dung dịch làm sạch chuyên dụng để loại bỏ hoàn toàn dịch thực phẩm bám dính.
Vệ sinh bộ lọc tách: Nếu nhà máy thường xuyên đóng gói sản phẩm nhiều nước, nên thường xuyên kiểm tra bộ lọc tách nước/tách bụi.
Xem thêm: Tham khảo các dòng máy hút chân không tiêu chuẩn Nhật Bản/Thái Lan
Bơm chân không đóng vai trò quyết định áp suất âm sâu của máy. Nếu bộ phận này gặp sự cố, máy chắc chắn không thể hút kiệt khí.
Dầu chân không nhiễm bẩn: Dầu bị cạn hoặc bị chuyển sang màu đen đục do lẫn nước, tạp chất, làm mất khả năng làm kín và bôi trơn của buồng bơm.
Lọc dầu/lọc tách khí bị tắc: Bộ lọc nghẹt cặn bẩn khiến dòng khí bị chặn lại bên trong, áp suất hút tụt giảm rõ rệt.
Cánh gạt (Vane) bị mòn: Cánh gạt composite hoặc sợi carbon bên trong bơm bị mòn sau thời gian dài sử dụng, tạo ra khe hở lớn, không còn đạt độ âm sâu tối đa.
Thay dầu định kỳ: Thay dầu chân không chuyên dụng sau mỗi 500 – 1000 giờ hoạt động liên tục. Theo dõi chất lượng dầu hàng ngày qua mắt kính quan sát.
Thay thế định kỳ lõi lọc: Thay mới lọc dầu và lọc tách định kỳ theo khuyến cáo kỹ thuật của Phú Đại Lợi.
Kiểm tra cánh gạt: Nếu máy phát ra tiếng kêu to lạ thường và áp suất hút yếu dù đã thay dầu, hãy liên hệ kỹ thuật viên để đo đạc và thay mới cánh gạt bơm chân không.
Xem thêm: Cách lựa chọn bơm chân không đạt tiêu chuẩn sản xuất và tối ưu chi phí nhất
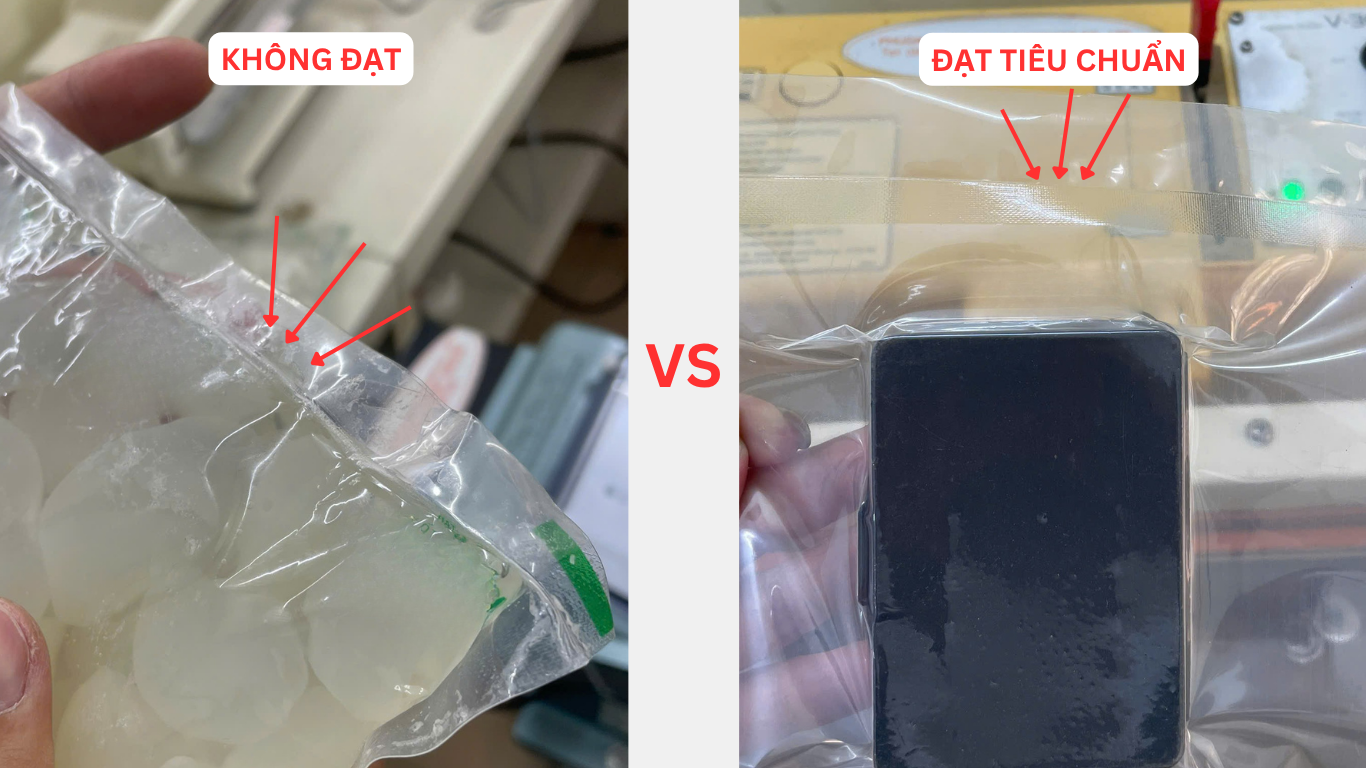
Nhiều trường hợp máy vẫn hút kiệt khí, nhưng khi lấy thành phẩm ra ngoài thì túi bị lỏng dần sau vài giờ hoặc vài ngày. Lỗi này 90% nằm ở hệ thống hàn nhiệt.
Nhiệt độ hàn chưa phù hợp: Cài đặt thông số nhiệt độ quá thấp hoặc thời gian hàn quá ngắn khiến hai lớp nilon không nóng chảy đủ độ để kết dính hoàn toàn vào nhau. Hoặc nhiệt độ cài đặt quá cao, làm quá nhiệt đường hàn, dẫn đến cháy và rò rỉ khí ngược vào bên trong túi.
Thanh hàn bị tổn hại: Lớp vải chịu nhiệt Teflon bọc ngoài thanh hàn bị rách, cháy xém, tích tụ cặn cháy khiến nhiệt độ phân bổ không đều, tạo ra các lỗ kim li ti trên đường hàn.
Áp lực ép không đều: cao su Silicon bị mòn, chai cứng hoặc hệ thống khí nén/lò xo tạo lực ép bị lệch, khiến miệng túi không được ép chặt khi sinh nhiệt.
Tối ưu thông số cài đặt: Điều chỉnh lại nhiệt độ và tốc độ băng tải trên bảng điều khiển cho phù hợp chính xác với độ dày của chất liệu túi đang sử dụng.
Bảo dưỡng thanh hàn: Thường xuyên làm sạch cặn bám trên thanh hàn. Thay thế ngay vải Teflon hoặc dây điện trở nếu phát hiện dấu hiệu cháy xém, đứt gãy.
Thay thanh silicon: Thay mới cao su Silicon hoặc con lăn nếu bề mặt bị lõm hoặc chai cứng để lực ép luôn đều đặn trên toàn bộ chiều dài đường hàn.
Xem thêm: Các dòng máy đóng gói hàn miệng túi xuất xứ Nhật Bản/ Thái Lan
Đôi khi lỗi không nằm ở kỹ thuật của máy mà đến từ vật tư tiêu hao và quy trình thao tác của nhân công.
Chọn sai loại túi: Sử dụng túi hút chân không quá mỏng hoặc chất liệu phối trộn kém. Khi hút các sản phẩm có góc cạnh sắc nhọn (như xương cá, càng tôm, gai nông sản), túi dễ bị đâm thủng lỗ kim.
Miệng túi dính tạp chất: Trong quá trình cho thực phẩm vào túi, dầu mỡ, nước hoặc nước sốt dính ở miệng túi làm đường hàn bị hở, tạo điều kiện cho không khí rò rỉ ngược trở lại.
Che khuất lỗ hút khí: Sắp xếp sản phẩm quá đầy, chèn ép lên thanh hàn hoặc vô tình đè chặt che khuất mũi hút chân không.
Sử dụng túi hút chân không nhựa PA/PE nguyên sinh chuyên dụng, có độ dày phù hợp (từ 8-15 mil tùy loại thực phẩm).
Giữ miệng túi luôn khô ráo, sạch sẽ trước khi đưa vào buồng hút (có thể dùng phễu đổ sản phẩm để tránh dính bám).
Đảm bảo khoảng cách từ sản phẩm đến đường hàn tối thiểu từ 3 - 5 cm để túi có không gian co giãn tốt nhất.
"Qua hơn 20 năm trực tiếp lắp đặt và bảo trì hệ thống đóng gói công nghiệp, đội ngũ kỹ sư tại Phú Đại Lợi nhận thấy: Hơn 60% sự cố máy hút yếu, không kiệt khí xuất phát từ việc nhà máy thiếu quy trình vệ sinh mũi hút, súc rửa ống dẫn chân không và chất lượng đường hàn không đảm bảo, gây rò rỉ khí vào bên trong túi. Việc thực hiện bảo dưỡng chủ động hàng tuần không chỉ giúp đường hút luôn thông thoáng, đạt áp suất âm sâu tuyệt đối mà còn ngăn ngừa rủi ro dừng máy đột ngột làm trì trệ cả dây chuyền sản xuất của bạn."
Đừng bỏ lỡ: Bí quyết lựa chọn máy hút chân không đạt tiêu chuẩn ISO/HACCP
Nếu bạn đã thử các bước kiểm tra cơ bản trên nhưng máy vẫn không khắc phục được tình trạng yếu khí, hãy để đội ngũ kỹ thuật lành nghề của chúng tôi hỗ trợ. Phú Đại Lợi chuyên cung cấp dịch vụ bảo dưỡng, súc rửa hệ thống ống dẫn, thay thế linh kiện chính hãng cho các dòng máy hút chân không băng tải Master, và các dòng máy hút chân không để bàn chuẩn Nhật Bản.
Liên hệ ngay với chuyên gia Phú Đại Lợi để được xử lý sự cố tận nơi:
Hotline Kỹ thuật: 0903 967 522
Email: contact@phudailoi.com.vn
Website: phudailoi.com.vn
Địa chỉ văn phòng: 114/2 Yên Thế, Phường Tân Sơn Hòa, TP. Hồ Chí Minh.

